Probably took me about four hours ;-D So much checking and measuring.


Probably took me about four hours ;-D So much checking and measuring.
I know, I’m slow… Fitted rings on first piston. I then realised I probably need to gap the oil support rail. Struggling to find information, ideas welcome.

I’m not an expert, definitely don’t use this as a guide 🙂
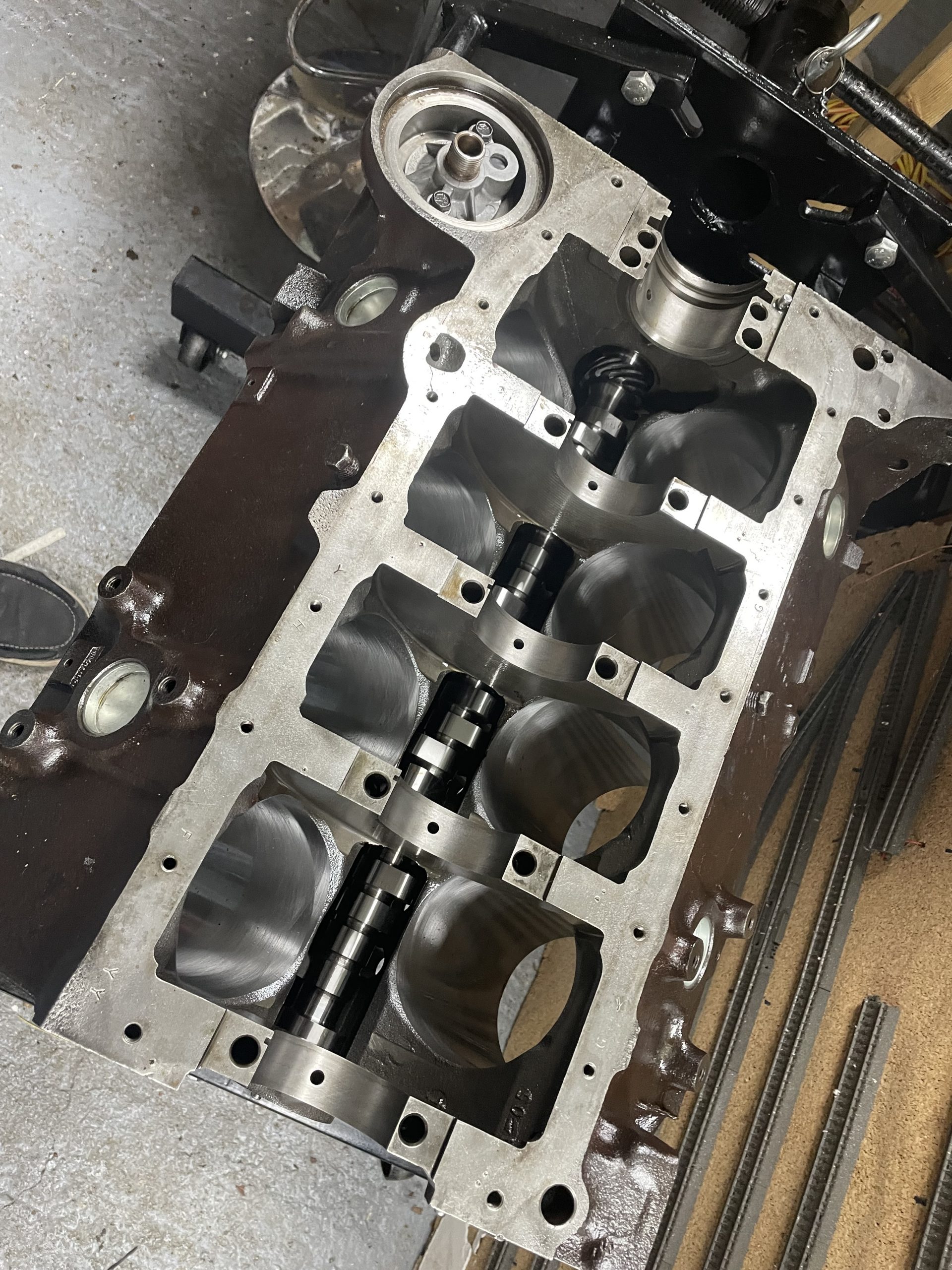
Block with cam fitted.
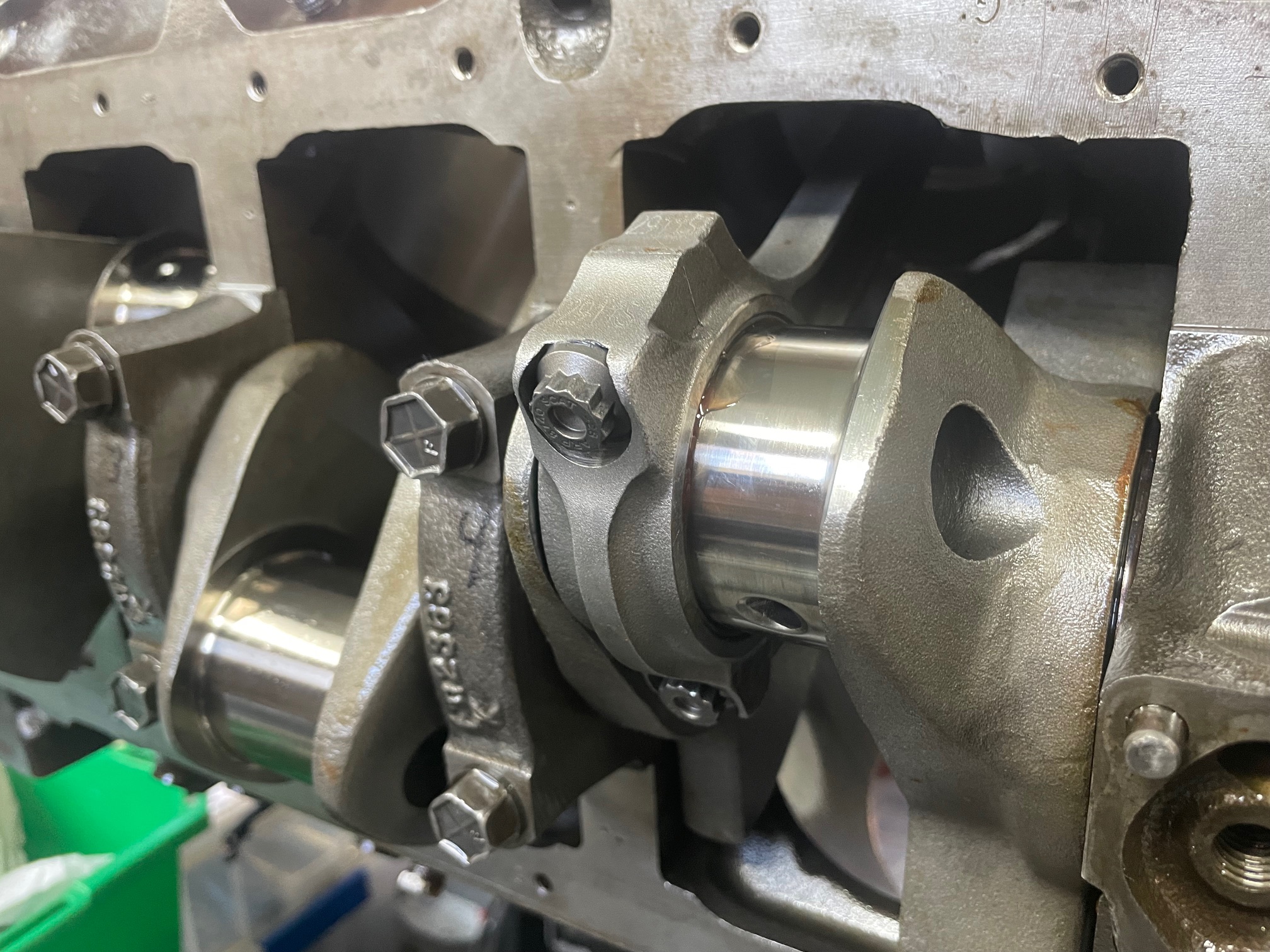
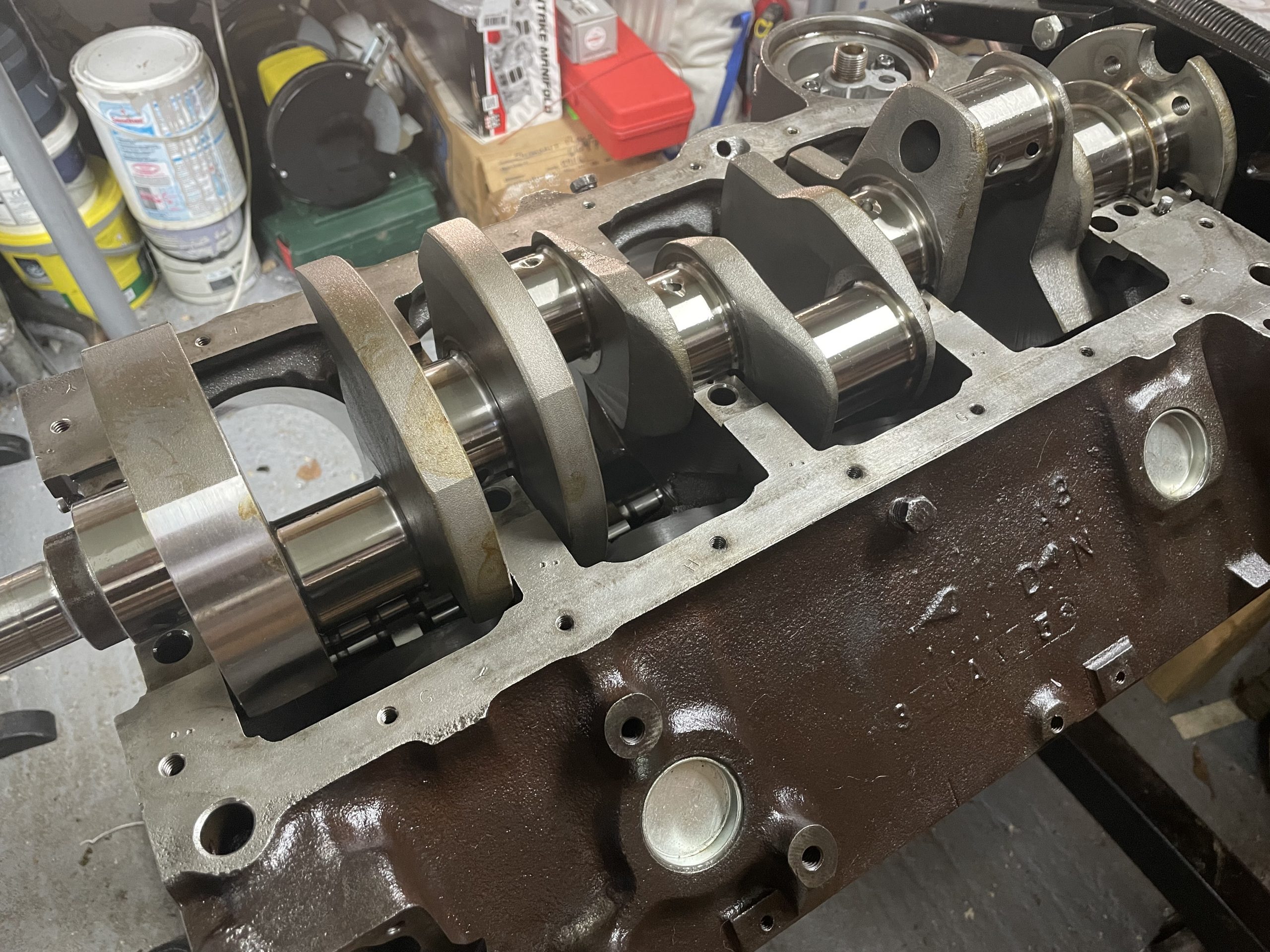
Crank fitted.
Measuring bearing clearance using Plastigage.

Measuring end-float.
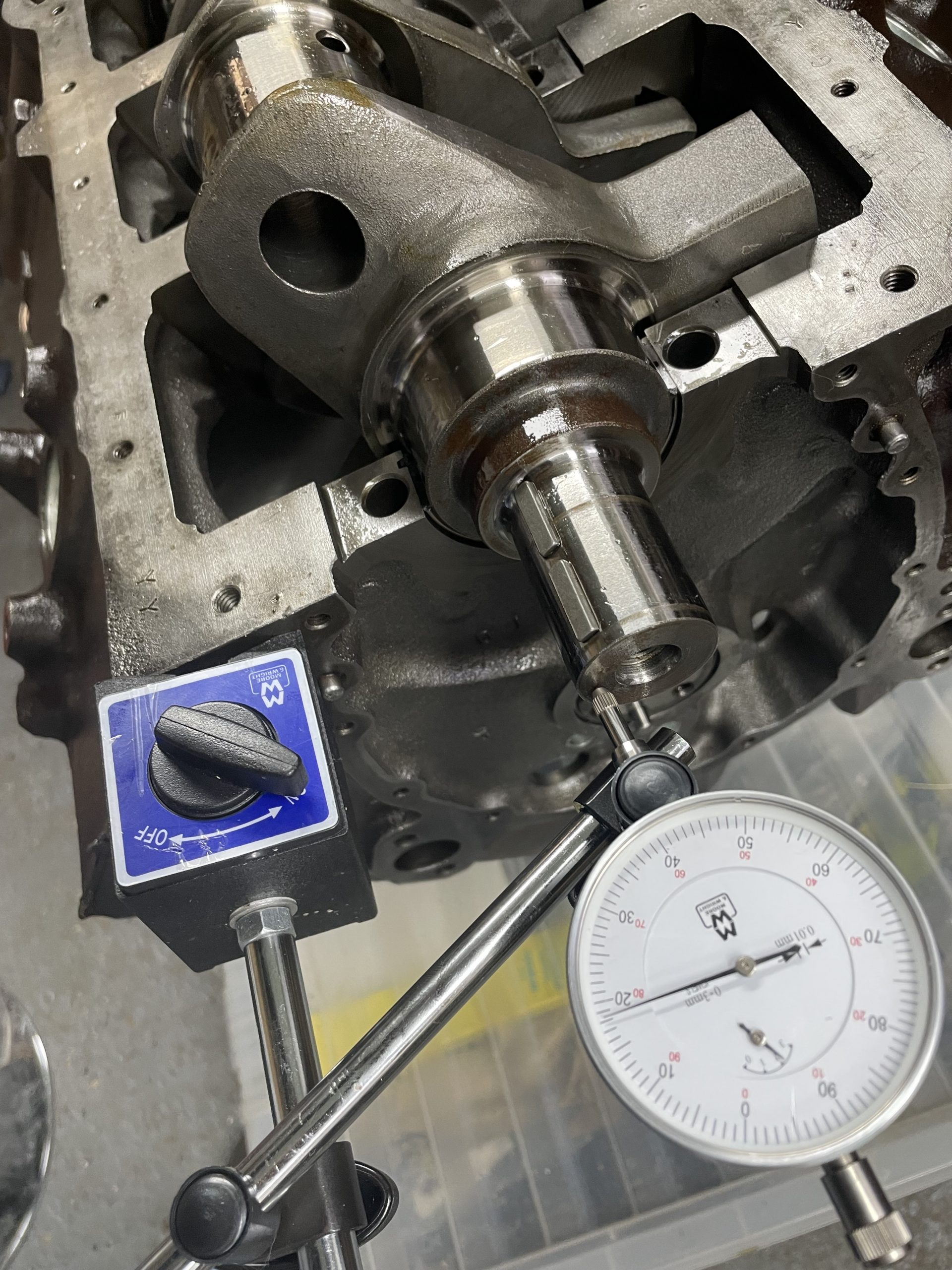
Everything I measured up until this point was within spec. The end-float did drop from 0.0055″ to 0.0028″ when I tightened the thrust bearing but I did shove the crank backwards and forwards before tightening and was told this is normal.
Test spin
This company is plain dangerous. After starting to build this engine, I measured the piston to cylinder clearance, which, according to the piston specification sheet (that MJA was handed) should be 0.0035″. The cylinders MJA bored are somewhere between 0.0045-0.0055″, not even consistent.
They also filed the piston rings. Moly rings where the top ring is meant to have a gap of 0.018″ and the second ring 0.020″. Some of them, both top and second, are as low at 0.016″. Thank god I measured them.
MJA is just plain dangerous. How can no-one have picked up on this before?
I might be able to salvage this by having the piston skirts coated but it is even more money MJA has cost me.
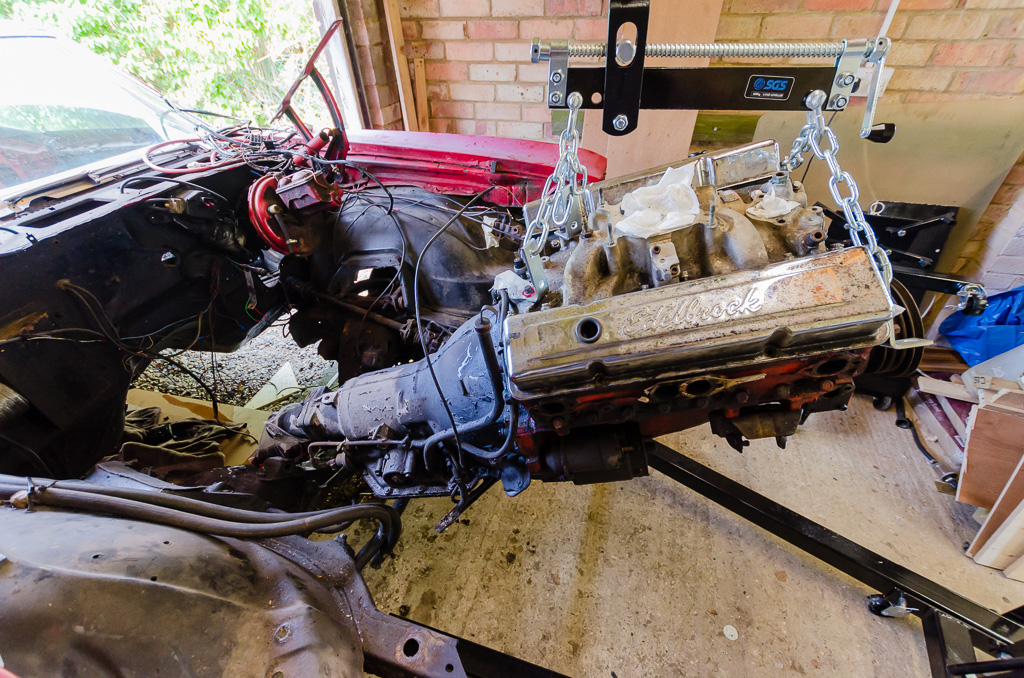
Had much fun with TwoSheds last weekend pushing Big Red in to the garage and pulling the engine.